NGWARP is the maximum expression of MULTI-AXIS controls. Due to its 32 bit uP running at 250 Mhz it is able to INTERPOLATED AXES fast and accurate. Equipped with RTOS (Real Time Operative System) it’s possible manage MULTI-PROCESS interpolation. The high speed of data processing allows 6 axis interpolation cycles lower than 1 mSec. NGWARP can drive all type of Axes The Ethernet support the TCP/IP MODBUS Protocol
 |
- CanOpen – 9 Axes for 8 Process
- Ethercat – 9 Axes for 8 Process
- Pulse/Dir – 9 Axes for 8 Process
- +/-10V – 9 Axes for 8 Process
|
 |
Position Loop on External Encoder
When is used FieldBus CanOpen, or Pulse/Dir, NgmEvo can close the position loop in external encoder. This allows to increase the machine precision
|
 |
R.T.C.P. (Rotate Tool Center Point) 
This function is specially designed for 4/5 axes machines with rotating/tilting spindle head. It’s designed to continuously guarantee the perfect contact between the tool and the workpiece surface, during A&C axes movements. This function is widely used in woodworking machines.
|
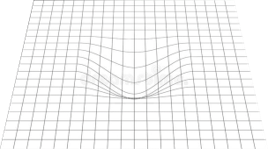 |
Work Plan Mapping
This special function, allow to map the work area, using a sensor.
In this way we can automatically adjust the Z position, independently by path interpolation, correcting the non-planarity zones of the work plan.
|
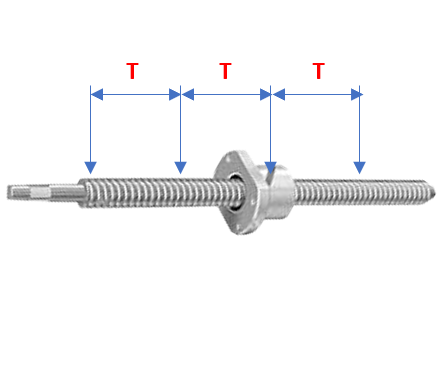 |
Axis Mapping
Capability of mapping in internal memory all Axes. This allows to correct the position in REAL TIME.
|
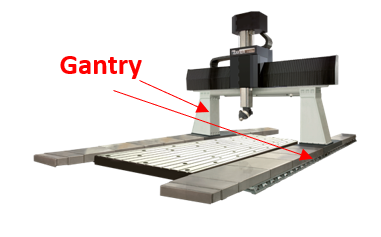 |
Gantry
From machine parameter is possible to set one or more Gantry Axes connetcted to Master.
|
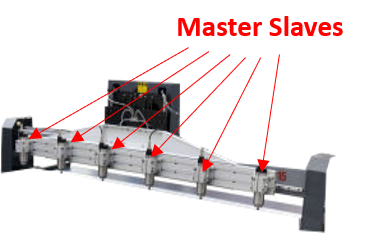 |
Master Slave Axes
NgWarp can control by Gcode instruction one or more Master/Slave Axes. Is possible manage up to 4 groups of Master/Slaves Axes.
The max number of Slaves for single master is 8.
|
Características técnicas
Axes
| Interpolated CanOpen |
9 – For Single Process |
| Positioned CanOpen |
32 – For Single Process |
| Interpolated Pulse/Dir |
9 – For Single Process 25 Mhz Clock |
| Positioned Pulse/Dir |
32 – 25 Mhz Clock |
| Interpolated Ethercat |
9 – For Single Process |
| Positioned Ethercat |
32 – For Single Process |
| Rotative |
9 – For Single Process |
| Axes Resolution |
min. 0.000001 mm |
| Feed Resolution |
min. 0.001 mm/min |
| Tangential Axes |
With special interpolation |
| Gantry |
On all Axes |
| Master/Slave |
By Gcode G108 |
| BackLash |
On all Axes |
| R.T.C.P. |
5 Axes |
Interpolation
| Types |
Linear, Circular, Helical, HSM, 3D R.T.C.P. |
| 3D |
With calculation automatic 3D threshold edge |
| Contour Plan |
On all Pair of Axes |
Special Functions
| Recovery Processing |
From Line Number, Tn, from Marker |
| Retrace |
From JOG Axes and resume from any point |
PLC I/O
| Digital Inputs |
128 – PNP 24 Vdc |
| Digital Outputs |
112 – PNP 24 Vdc with protection |
| Analog Inputs |
8 – 12 bit |
| Analog Outputs |
16 – +/- 10V |
| Fast Inputs |
32 – Interrupt mode |
| Relè Outputs |
16 – 1A |
| Encoder Inputs |
16 – Line Drive 1 Mhz |
Ports
| CanOpen |
2 – Master/Slave |
| Ethercat |
1 – CoE |
| Serial |
2 – RS232 1/RS485 |
| Ethernet |
1 – 10/100 Mb |
Other
| Handwheel |
On all Axes |
| Axes Sample |
500us Min. |

